Share
Pin
Tweet
Send
Share
Send
Aynı çapta iki borunun bağlanması varsa, o zaman dalma üzerinde sözde gerçekleştiririz. "pantolonlar" - çoğu zaman çaptan üç kat daha küçük bir boyuta sahip olması gereken bölümler.
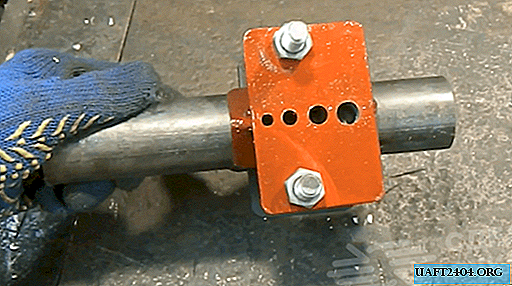
Aşağıda, kesme borusunun ana borudan çap olarak biraz daha küçük olması durumunda, örneğin, sırasıyla 89 mm veya 76 mm ve 100 mm olan kesme açısından en zor durumda olduğunu düşünüyoruz.

İhtiyaç olacak
Farklı çaplarda iki metal boru ekini kesmek ve demlemek için şunlara sahip olmalıyız:
- iki farklı çapta boru boşlukları;
- bir kesme ve taşlama tekerleği ile bir taşlama;
- işaretleyici;
- cetvel, kare;
- kaynak makinası;
- Bir çekiç
Yuvarlak boru yerleştirme algoritması
Yaygın olarak kullanılan yaka bağlantı teknolojisi teknolojisini, ana boruya göre yuvarlak bir boruya dik bir kesmenin kenarı oluşturulduğunda kullanacağız. Bu yöntemi uygulayarak aşağıdaki sıraya uyacağız.
Kaynak yapılan borunun kenarını dik açıyla keseriz.

Üzerinde, karşılıklı olarak karşılıklı olan iki çapın ve boru ucunun kesişme noktaları olan dört nokta işaretlenir. Her şey doğru yapılırsa, bu noktalar 90 derecelik bir dairede eşit şekilde düzenlenir.


Boruyu ana ucu yan yüzeyine işaretli ucu ile yerleştiriyoruz ve metal cetvel veya şerit yardımı ile ölçüyoruz ve birinci ve ikinci generatrix'in son yüzü arasındaki en büyük boşluğu ölçüyoruz. Bizim durumumuzda 30 mm'ye eşit olduğu ortaya çıktı.
Uçlardaki iki zıt noktadan 30 mm generatriks boyunca uzanıyoruz. Borunun yan yüzeyine, ucunda bir bitişik noktadan yayılan iki düz çizgiyle, ters yönlerde bir işaret çizeriz, böylece alt işaretlerden geçerler ve uçtaki ikinci noktada birleşirler.
İşarete göre, bir kesme diskine sahip bir taşlama makinesi kullanarak, iki özdeş yuvarlatılmış parça şeklinde parçaları kesip çıkarın. Borunun ucundaki kıvrık kesimleri, çapak ya da çıkıntı kalmayacak şekilde kesiyoruz.

Boruyu yerinde deniyoruz ve yetersiz bir uyum bulunursa bu yerleri bir taşlama makinesi ile düzeltiriz ve boru yüzeylerinin daha kesin bir şekilde çakışmasını sağlarız.

Kaynaklı borunun dış çevresini bir marker ile ana borunun yan yüzeyine aktarıyoruz. Elde edilen kapalı hattın içinde, dış duvardan boru duvarının kalınlığı ile ayrılan uyumlu bir hat inşa ediyoruz. Kesimi üreteceğimiz yeni hatta.

Bir öğütücü kullanarak, işarete göre boruda bir daire kesin ve çapakları gidermek ve kaynak için kenarları yuvarlamak için kenarları işleyin.

Kaynak işlemine kare ile başlamadan önce boruların dikliğini kontrol ederiz. Jeneratörler arasındaki açı 90 derece olmalıdır. İki ya da üç yerde fırın eldiveni yapıyoruz.

Alt temas noktasından kaynak yapmaya başlıyoruz ve iki geçişte bir filament dikişiyle gerçekleştiriyoruz: kök ve yüzey. Bu şekilde kaynaklı ek yerinin en iyi kaliteyi sağlayacağız.
Kaynak yaparken, tedarik edilen elektriğin kalitesine ve özellikle de gerilime bağlı olan doğru akım gücünü seçmek önemlidir. Genelde 70-80 A hakkında konuşuyoruz. Üç milimetre elektrotlu UONI-13-55 ile pişiriyoruz, cürufun metale düşmemesini sağlamaya çalışıyoruz.
Alt noktadan üst tarafa geçtikten sonra durduk ve cürufu çekiçle yendik. Keşfedilen eksiklikler kritik değildir, çünkü ikinci seferde elimine edilebilir.
Aynı şekilde, boru yüzeylerinin birleşme yerinin diğer yarısını da kaynaklıyoruz. Bundan sonra, büyük akıntıları ve cürufları gidererek ilk dikişi hafifçe işleyin.

Elektrotu yol boyunca 45 derecelik bir açıyla tutarak ve ilk dikişe veya "balıksırtı" na çapraz hareket ettirerek ön dikişi aşağıdan empoze etmeye başlıyoruz. Daha sonra, elektrodu yüzeye dik olarak tutarak dikişi pişiririz ve ilk yarıyı bitiririz, elektrodu yol boyunca tekrar 45 dereceye yerleştirip dairesel hareketler yaparız.
Ön dikişi de alt noktadan empoze etmeye başlıyoruz ve üste getiriyoruz, daha sonra cürufu dikişten bir çekiçle yendik.
Aynı şekilde, ön dikişi boruların temasının ikinci yarısında pişiririz. Siz hareket ettikçe, dikiş hızını yavaşlatırız böylece dikiş her yerde aynı olur.
Ayrıca cürufu kırarak dikişi bir öğütücü ile temizledik. Sonuç, temiz ve güvenilir bir kaynak dikişidir.
Share
Pin
Tweet
Send
Share
Send