Share
Pin
Tweet
Send
Share
Send
Tabii ki, bu el işi ile bile deneyimli bir değirmeni için zor değil. Herkesin gerekli bileme açısına dayanması kolay olmayacaktır. Onlar için künt bıçak sorunu çözülemez olmaya devam edebilir mi?

Bu çıkmazın üç yolu vardır: Bıçakları keskinleştirmek için öğrenme, ancak çok zaman alacak, sabır ve çaba harcayacak; her zaman bir profesyonelden yardım isteyin ve pahalı servisini ödeyin; bıçağı bileyicinin kendisi haline getirin ve bileme açısını düşünmeyin.
Aşağıda, iki aşındırıcı tekerleğe sahip bir elektrikli kalemtıraş bazında bıçakları bilemek için bir cihaz üretme yöntemini ele alacağız.
İhtiyaç olacak
İş çok fazla zaman ve enerji gerektirmediğinden, stokta olması iyidir: bir kaynak makinesi, makineler (delme, frezeleme ve tornalama), bir sarkaç testeresi, matkap, öğütücü, anahtarlar, işaretleme aletleri vb.
Malzemelerden ve bileşenlerden, daha önce belirtilen elektrikli kalemtıraşın yanı sıra stokların doldurulması gerekir:
- 10 mm kalınlığında bir metal levha;
- kare borular (bitişik boyutlarda iki adet);
- 400 mm uzunluğa ve 15-20 mm çapa kadar yuvarlak metal çubuk;
- dişli bağlantı elemanları (cıvatalar, somunlar, rondelalar) vb.
Bıçak kalemtıraş yapma
İş iki nispeten bağımsız aşamadan oluşacak: bir elektrikli kalemtıraşın düzenlenmesi ve gerekli bileme açısını sağlayan bir bıçak tutucu imalatı.
Kalemtıraş düzenleme
Bıçakların yüksek kalitede bilenmesi için gerekli koşullardan biri taşlama aletinin sağlamlığıdır. Bu nedenle, elektrikli kalemtıraş tabanı olarak boyut ve kalınlıkta uygun bir metal levha kullanıyoruz.

Bir mezura, çekirdek ve çekiç kullanarak dört delik merkezlerini işaretleyerek elektrikli kalemtraş plakası üzerindeki delikleri tekrarlıyoruz. Delme makinesindeki işaretlere göre delikler açıyoruz ve cıvataları ve somunları kullanarak elektrikli kalemtıraşı metal bir tabana sabitliyoruz.

Sarkaçla daha önce uzunluk boyunca hesaplanan iki adet kare boru testere ile kestik, dahası, biri serbestçe, ancak büyük bir boşluk olmadan diğerine girmelidir.

Daha küçük bir enine kesite sahip bir boruda, bir ucundan metal çubuğun çapından biraz daha büyük olması gereken bir uçtan frezelenir. İkinci boruda ayrıca kilitleme cıvatası için bir uçtan bir delik planlıyor ve deliyoruz.

Merkezdeki tabana, daha büyük bir enine kesiti olan bir boruyu, sabit kalemtıraşın karşısına, sabitleme cıvatasının dışarıya bakacak ve üste gelecek şekilde kaynak yaparız. Erimiş metal damlacıklarının, kıvılcımların ve terazinin kaynakların elektrik motoruna zarar vermesini önlemek için, bir kaynak battaniyesi ile örtün.

Çubuğu kesinlikle ortasına, daha küçük bir enine kesit borusunda delinmiş deliğe sokarız ve daha sonra bu birleşme parçalarının dikliğini dik bir üçgenle kontrol ettikten sonra bu konuma boruya kaynak yaparız.


Bu önceden yapılmamışsa, elektrikli kalemtıraş tabanından çıkarın ve elektrik kutusunu revize edin, ardından kalemtıraş yerine tekrar yerleştirin ve çalışıp çalışmadığını kontrol edin.
Boruyu çubukla tabana kaynaklı boruya yerleştiriyoruz ve bir cıvata yardımıyla belirli bir bıçağı keskinleştirmek için gereken yüksekliği ayarlayabiliyoruz. Bu bir elektrikli kalemtıraş düzenlemenin son aşamasıydı. Çalışmanın ikinci aşamasına geçmek.


Elektrikli kalemtraşına dönme yönünü değiştiriyoruz.


Bıçak tutucusu yapmak
Daha önce belirtildiği gibi, bıçak bileme kalitesi her şeyden önce, bileme açısının sabitliğinin sağlanmasına bağlıdır. Yapacağımız tutucu sadece bunun için.
Metal iş parçasını, bileme yaparken bıçak bıçağının dairenin yüzeyine belirli bir açıda yakalanmasını ve güvenilir bir şekilde tutulmasını sağlayacak olan üç elemanın amaçlanan boyutlarına göre işaretleriz.

Kesimin kalitesini ve testere bıçağının güvenliğini artırmak için kayganlaştırıcı ilavesi olan bir sarkaç testereyle kesdik.
“Mengene” içerisindeki her üç elemanı da freze makinesinin mengenesine bağlarız ve yüzeyleri istenen ebatta işleriz ve her pozisyon değişikliği ile çapakları bir elle eğe ile kaldırırız.



İki iş parçasında bıçak bıçağının tutulması ve tutulması için çeneler oluştururuz. Bunun için, her biri bir taraftaki boyutlarına frezelenir. Üçüncü iş parçası her iki tarafta da boyuta göre frezelenir. Yan çenelerine çenelerle tutturulmasının temelini oluşturur.

Ortadaki kısımda, öğütülmüş kısımda, kenarlara yakın olan uzunlamasına eksene simetrik olarak yerleştirilmiş ve tabana biraz dengelenmiş iki delik işaretleriz. Onları sondaj makinesinde deliyoruz.
Bu parçayı örnek olarak kullanarak, diğer iki boşluktaki tepki noktalarını bir matkap ve ince bir matkapla işaretleyin.
Ardından işaretli noktaları büyük çaplı bir matkapla sığ bir derinliğe kadar deliyoruz (yuvalar, yuvalar giriyoruz).
Merkez elemanın deliklerine, aynı elemanla istenen uzunlukta iki pim vidalarız; bu, yan elemanları monte ederken, girintilere girer ve onları tutar, ancak çenelere müdahale etmez, birleşip uzaklaşır.
Geometrik merkezdeki yan çene elemanlarında, aynı çaptaki delikleri çizer ve deleriz ve iplikleri el dokunuşuyla keseriz.
Cihazın görünümünü ve kullanım kolaylığını tamamlamak için çenelerin dış kenarlarını frezeleriz. Ayrıca, çenelerin ayarlanmasına müdahale etmeyecek şekilde merkezi elemanın frezeleme ucunun her iki tarafındaki olukları çıkardık.

Merkez elemanın tabanının merkezinde, mandrel için kör bir delik açıyor ve deliyoruz.

İki bileşenli tutkalı karıştırır ve kör delikte istenilen uzunlukta mandrel ile sabitleriz. Bileşiğin yakalayıp sertleşmesine izin verin. Bunu yapmak için, merkezi elemanı ahşap mengene ile bir mandrel ile sabitleriz.
Torna aynasında hesaplanan çapta bir metal çubuk sıkıştırıyoruz ve merkezde mandrelin çapından biraz daha büyük bir delik açarak, periyodik olarak delme bölgesine gres ekliyoruz.
Ardından yaklaşık 10-12 mm yüksekliğinde bir silindiri kesin ve yan yüzeyinde bir delik açın, ardından bir kilitleme vidası için bir kılavuzla geçirin.


Yan elemanlardan birisinin dışından, cıvata başı hizasını takmak için merkezi bir delik açın.
Sonunda, armatürün yüzeyini önce taşlama, önce zımpara sonsuz bir bantla, sonra da bir şekerleme bantı ile işleyerek bitiririz.


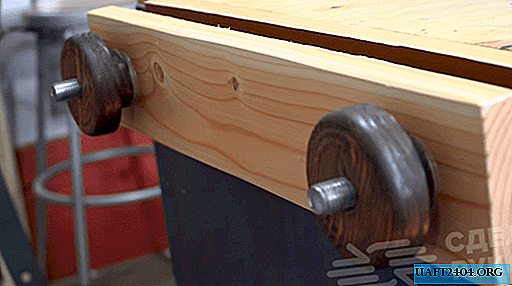
Bağlantı cıvatasını çenelere vidalayarak ve silindirik halkayı mandrel üzerine sabitleyerek, kilitleme vidası ile doğru yere monte ederek ayarlanabilir tutucunun elemanlarını bir araya getirmeye devam eder.
Fikstür testi
Bıçağın bıçağını tutucunun çenelerine kelepçeleyin ve silindirik halkayı aşağı veya yukarı hareket ettirerek ve gerektiğinde özel bir vida ile kilitleyerek gerekli enine milin yüksekliğini ve milin uzunluğunu ayarlayın.
Bileme açısının bıçağın tüm uzunluğu boyunca aynı kalması için, mandrel üzerine sabitlenmiş silindirik halkanın, elektrikli kalem açıcıların dairelerinin önünde yatay olarak monte edilmiş çubuk yüzeyi üzerinde kaymasını sağlamak yeterlidir.


Gerilim olmadan kısa bir netleştirmeden sonra, bıçak kolayca net bir şekilde yazılan bir kağıt kağıdını keser ve bu da mükemmel bileme işlemini onaylar.



Share
Pin
Tweet
Send
Share
Send