Share
Pin
Tweet
Send
Share
Send

Bir burgu matkabının ana parametrelerinden biri, sert metaller (çelik, dökme demir, katı bronz, titanyum, vb.) İçin yaklaşık 120 derece olan tepe açısıdır.
Bu açının nominal değerden daha büyük veya daha küçük bir tarafa sapması, matkabın etkin çalışmasını zorlaştırır. İlk durumda, verimlilik düşer ve alet aşırı ısınır, ikinci durumda matkap, aşırı yüklere dayanamayacak şekilde kolayca kırılabilir.
Özel alet kullanmadan bileme parametrelerine uymak için, alet bileyici konusunda yüksek vasıflara ve deneyime sahip olmak gerekir. Bir meslekten olmayan kişiye, özellikle gündelik koşullarda, bunu yapmak neredeyse imkansız olacaktır.
Ancak, bazı araçlara ve basit malzemelere sahip olarak, sert metal üzerinde bir spiral matkabın üstündeki açıyı keskinleştirmek için çok karmaşık olmayan ancak güvenilir bir cihaz yapmak mümkündür.
Cihaz üzerinde çalışmak için neye ihtiyacınız olabilir?
Bu, aşağıdaki araçları gerektirecektir:
- sürmeli kumpas;
- işaretleyici;
- metal için mengene;
- Bulgar;
- pense;
- kaynak makinası;
- Zımpara çarkı ile taşlama makinesi.
İş için malzemelerden elinizde olması gerekir:
- düzenli altıgen somun;
- kanatlı somun;
- somunlarla aynı boyutta ve vida dişinde bir cıvata;
- Büküm matkap bileme.

Üretim süreci
Altıgen somunun bir özelliği, bitişik yüzlerinden herhangi birinin 120 derecelik bir açıyla birleşmesidir. Aynı büyüklükte, bükümlü matkabın sert metaller üzerinde çalışmak için tepesindeki açıdır. Bu tesadüf tesadüf bir büküm matkap matkap keskinleştirmek için bir araç yapmak için kullanılabilir.

Bunu yapmak için, somun üzerinde bir kumpas ve bir işaretleyici kullanarak, kesilen çizgileri, somunun iki karşıt köşesini birbirine bağlayan köşegene göre simetrik olarak üçgen bir kesim elde edilmesini sağlıyoruz. Bileme işleminden önce içine uzunlamasına bir matkap yerleştirilecektir.


Amaçlanan üçgen oluğu somunda kesmek için, bir mengeneye sıkıştırılır ve taşlama önceden çizilmiş çizgiler boyunca kesilir. Kesilen somunun parçalarını çıkarmak için pense kullanabilirsiniz.


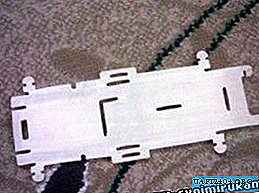
Daha sonra, kanatlı bir somun alınır ve tabanı ile birlikte birinci somuna kesilen oluğun kenarından kaynaklanır. Dahası, mutlak koaksiyalliklerini gözlemlemek gerekir, çünkü küçük çaplı matkaplar keskinleştirildiğinde, kanatlı somun içinden geçen cıvata, matkabı oyuğun içine sıkıca bağlamak için alt somunun içine vidalanmaya başlar.


Şimdi, karşılık gelen cıvatayı taşlama makinesinin zımparası için taşlama için oluğa yerleştirilen matkabı sıkıca sıkıştıracak olan kasnaklı somuna vidalıyoruz.


Şablon olarak alt somunun kenarlarını kullanarak yalnızca zımpara çarkındaki matkap ucunu keskinleştirmek için kalır.

Bunu yapmak için, matkabın çıkıntılı kısmını, somunun kenarları ile aynı hizada öğütüyoruz, çalışmanın ilk yılında bir meslek yüksekokulu öğrencisinin bile kolayca başa çıkabileceğini.


Kesimden sonra, cıvata gevşer, matkap doğaçlama cihazından çıkarılır ve kullanım amacı için kullanılabilir.

İlaveler ve iyileştirmeler
Kaynak somunları işleminde, tırtıklı ve düzenli somunların dişlerinde sıvı metal sıçraması meydana gelebilir. Bu sorunu dışlamak için, içine bir cıvata vidalamak ve böylece dişi korumak gerekir.
Bir cihazın yardımı ile tüm matkapların çapının kaplanması mümkün olmayacağından, en az iki şablon kelepçesi gerekecektir: biri küçük matkaplar için, diğeri büyük ürünler için. Buna göre, ilk durumda, fındık boyutu küçük ve ikinci - küçük olacaktır.
Share
Pin
Tweet
Send
Share
Send