Share
Pin
Tweet
Send
Share
Send

İhtiyaç olacak
Bunu yapmak için zamana, çok fazla çabaya, yüksek hassasiyete ve aşağıdaki malzemelere ihtiyacınız var:

- paslanmaz çelik cıvata M20 × 70;
- başparmak tekerleği;
- tekerleklere numara uygulamak için araçlar;
- çelik bilyalar;
- Yaylı çelik tel (0,3 ve 0,8 mm).
Ekipmandan biz olmadan yapamayız:
- Torna, delme ve freze makinesi;
- metal işleri yardımcısı;
- pense;
- metal testereleri;
- değirmeni;
- metal ve kağıt kesme makası;
- yayları ve yay halkasını sarmak için mandreller.
Üretim teknolojisi
Çalışma üç aşamadan oluşmaktadır: parça ve montajların imalatı, sayıların bir kod kombinasyonunun montajı ve montajı.
Parça ve montaj imalatı
Yan kilitler
Bir tornada cıvata başını iki yarıya ayırırız ve çubuğu diş profili derinliğine kadar deliriz.


Çubuğun bir kısmını mengene ile sıkıştırırız ve metal bir testereyle iki boyuna yarıya kadar gördük.


Altıgen levhalardan birine, bir şablon ve bir işaretleyici yardımıyla, kilidin yan yastığının dış çizgisini uygulayın.

Yapıştırıcı altıgenleri taşlama makinesinde, kilidin yan astarının çizik çizgisi boyunca taşlıyoruz ve uçlarında delikler açıyoruz.


Deliklere, öğütücü üzerindeki kilidin yan plakalarının konturunu görüntülemek için kullanılan yuvarlak kalıpların "bacaklarını" yerleştiriyoruz.

Yan matkaplarda matkap ve uç frezesi olan delme makinesinde deliklerin bitiş profilini oluştururuz. Büyük çemberin etrafındaki bir dairede eşit bir şekilde 9 girintili bir frezeleme takımı gerçekleştiriyoruz.

Kilidin yan plakalarının tüm yüzeylerini parlatmak için yumuşak bir daire kullanıyoruz.


Pimleri
4 yarım silindirden, özel bir kelepçe kullanarak, torna üzerinde iş parçasının ortasına yuvarlak bir çubuk açıyoruz.




İlk pim, montaj tarafındaki tekerlekler içindir. Bir yandan, bir delik için bir yuva, diğer yandan - bir tutma halkası ve bir kör delik için halka şeklinde bir oluk vardır.


Bir freze bıçağıyla, kör delik boyunca tüm uzunluğu boyunca uzunlamasına bir oluk açıyoruz.




Sabitleme tarafındaki ikinci pim, kilidin yan plakasındaki bir delik için bir yuvaya ve uzunlamasına bir sondajı körlemeye yarayan sağlam bir yuvarlak çubuğa benzer.






Hareketli taraftaki üçüncü pim anahtarı da katı silindirin altına uzanır. Ardından, bir tarafta, silindirin eksenini kartuşun dönme ekseninden yana kaydırmak için bir conta ile kartuşun içine kenetlenir. Sonuç olarak, bir kesici ile işlem yapılırken, merkezi pimin merkezi ile çakışmayan daha küçük çaplı bir yuvarlak zıvana oluşur.



Daha sonra, öğütme ile ofset zonun her iki yanında iki raf oluştururuz. Sonuç olarak, dairesel yaylarla birbirine bağlanmış iki yüzü olan bir çubuk ortaya çıkar.

Aynı kesici ile, simetrik işlemle çubuğun kesitini daha büyük taraftan azaltırız.


Uç değirmen 5 dikdörtgen ve eşit oluk gerçekleştirir. Sonuç olarak, 5 eşit çıkıntı da oluşur.
Dosyalar, dosyalar ve zımpara kağıdı çekirdeğe tüm çıkıntılar ile istenilen şekli verir ve kenarları ve yivleri yuvarlar. Sonunda, bu ve diğer tüm çubuklar yumuşak bir daire ile parlatılır.



Çubuğu, kilidin yan pedindeki yerine yerleştirin.
Hareketli tarafta üst şaft olarak hareket eden dördüncü pim, kilidin yan levhasındaki deliğin boyutuna delinir ve bir yandan eğri bir dosyada ve yumuşak bir daire bulunan yarımkürede doldurulur. Ayrıca yerine yerleştirin.



Kaynak, taşlama, parlatma
Arkadaki tüm pimleri kilidin yan plakalarına kaynaklıyoruz.

Öğütücü üzerindeki kaynakları taşlıyor ve cilalıyoruz, kenarları eğe şeklinde eğlendiriyoruz, zımpara kağıdı ile bitiriyoruz ve yumuşak bir daire çiziyoruz.

Bir takım dosyalar ile, pimin sonunda uzunlamasına bir yiv bulunan bir oluk oluştururuz. Hareketli pimlerin hareketsizlerin deliklerine girmesini deniyoruz.



Numaralı pirinç jantlar
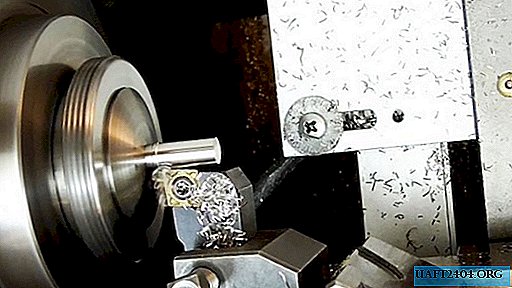
Rakamlarla 4 adet pirinç tekerlek üretiyoruz. Tornadaki ebatlara oyuk açtıktan sonra iş parçalarını kesiyoruz, önce ortada bir delik açıp bir yandan belli bir derinliğe kadar genişletiyoruz.





Beşinci tekerlek, her iki tarafta da biri diğerinden daha derin olan merkezi bir oluk olması nedeniyle diğerlerinden farklıdır.
Tekerlek jeneratörlerine yazdırmak için sayıların sütunları silikondan ayna kaplamalı kağıda basılmıştır.
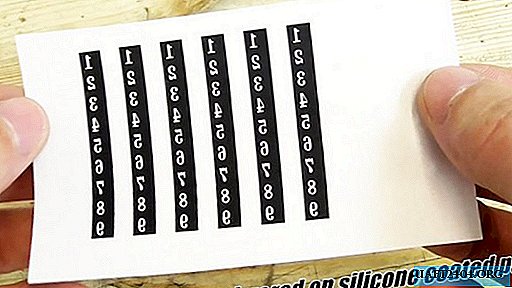
Dikey sayı şeritlerini makasla kesiyoruz ve bunları jantların jeneratörlerine yapıştırıyoruz.

Rakamları, şekillendirme tekerleklerinin yüzeyine çevirip, onları sıcak demirin tabanının etrafında çeviririz. Sonuç olarak, kağıt ayrılır ve halkaya yapışan sayılarla bir silikon tabakası.


Koruma için, jantların tüm yüzeyleri, sayılarla oluşanlar hariç, tırnak cilası ile kaplanmıştır.

Tekerlekleri telin üzerine geçiririz, eğimli hücrenin altına yerleştiririz ve 45 dakika boyunca aşındırma için demir klorür çözeltisi dökeriz, bu da tekerlekleri çekici kılar ve sayıları zıtlar.


Sonra, tekerlekleri özel bir mandrel üzerine geçiriyoruz, bir somunla sıkıp torna aynasına tutturuyoruz. Sonra, tekerlek bloğunu zımpara kağıdı ile işlemden geçirir ve bir tüylü bezle parlatırız.
Tekerlekleri özel bir tutucuya sıkıştırır ve bir freze ile yarım daire biçimli bir kanal oluşturmak ve büyük bir deliğe çıkmak için bir freze makinesi kullanırız.
Tekerleklerin uçlarında bir dairede eşit şekilde 9 oyuk yerleştiririz.


Tekerlekleri mandrel üzerine birer birer tespit eder ve torna aynasında kelepçelendik. Ayarlanan tırtılları tekerleğe getirir, yağla yağlar ve makineyi çalıştırırız. Dairesel bir çentik, dar bir şeridin sonunda bir tekerlek üzerinde yuvarlanır.


Kesici, çapakları çentiğin ucundan temizler.
Tekerleklerin uçlarında yarım daire biçimli bir yivin karşısında bir çentik bulunan 0,8 mm'lik kör delikler olan bir matkapla deliyoruz.

Yine, tekerlekleri mandrele sırayla yerleştirdik ve dijital oyuklara siyah boya uyguladık, fazla düz bir yüzeye çıkarıp, dönen bir tekerleğe bastırarak ve daha sonra yumuşak bir bezle siyah boya uyguladık.



Ek detaylar, montaj ve kodlama
Yayları sarım için, bir tornaya monte edilmiş özel bir mandrel kullanarak, 0.3 mm yaylı çelik telden 5 adet yay üretiyoruz.


Yayları sararken teli milin üzerinde tutmak için pense kullanıyoruz ve uçları kesmek için - metal için makaslar kullanıyoruz.
Rakorlu tekerlekleri monte etmek için, yaylara ek olarak, 2 mm'de 5 çelik bilya gerekir.

Yay boyunca tekerleklerdeki kör deliklere yerleştiriyoruz ve yukarıdan bir topla örtüyoruz.


Daha sonra yay ve bilyeli 5 tekerleğin üst miline asılır.
Basit bir mandrel üzerindeki 0,8 mm yay çelik telden, mengene, pense ve tel kesicilere kelepçelendikten sonra, millerin üzerinde sayıları olan tekerlekleri sıkmak ve tutmak için bir kilitleme sistemi yapıyoruz.

Durdurucunun bir ucuna, çubuğun ucundaki oyukta cımbız koyar, durdurucuyu ortada bastırır, sonra ikinci kenar, altındaki her şeyi güvenli bir şekilde kaplar ve tutar.



Kod kilidinin ikinci yan duvarını çubuklar yerlerine yerleştirilmiş olarak kalır ve cihaz çalışmaya hazırdır. Ancak kilit kilitliyken, rastgele bir sayı kombinasyonu ayarlandığı için. Kod arama, tekerleklerdeki kilitleme elemanlarının konumuna göre belirlenir ve her kilit için özeldir.


Share
Pin
Tweet
Send
Share
Send