Share
Pin
Tweet
Send
Share
Send

Önceki üretim mekanizmalarında (makineler, dişli kutuları, sürücüler), dişliler ve dişliler genellikle düşük ve orta yüklerde çelik meslektaşlarına göre daha düşük olmayan ve döküm işlemi çelikten daha basit ve ucuz olan gri dökme demirden yapılmıştır.

Ancak dökme demir kırılgandır ve dişlilerde ve dişlilerde, yükte veya artışında keskin bir değişiklik olan dişler kırılmıştır ve tüm mekanizma başarısız olmuştur. Elbette, bir dişlinin ya da dişlinin eksik bir dişle değiştirilmesi her zaman mümkün olmayan yeni bir ürünle daha iyi olacaktır. Sonra dişi başka bir şekilde restore etmeye çalışmak için kalır.

Seçeneklerden biri, kırılmış bir dişin yerinin mekanik olarak hazırlanması, mukavemet ve diğer özelliklere uygun bir malzemenin yüzeylenmesi ve yüzeylemenin geometride tam olarak yeni bir diş elde etmek için işlenmesi ile ilgilidir.
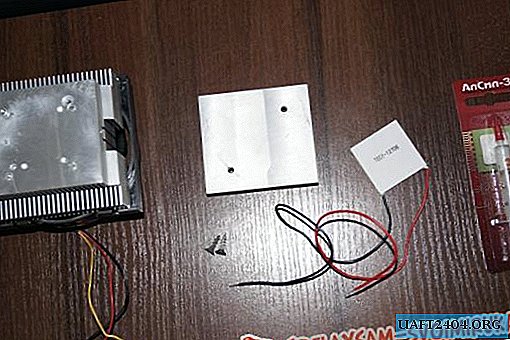
Gerekli ekipman, cihazlar ve malzemeler
İş için, ihtiyacımız var:
- öğütücü ve mini matkap (matkap);
- oksijen-asetilen kaynak torcu;
- akarlar;
- biyomeasure (ölçüm kafası);
- torna;
- zımpara kağıdı;
- dişli bloğu ve dişli için somunu ve boru şeklinde bir durdurucuyu olan bir mil;
- dişler arasındaki boşluğun bir profilini oluşturmak için bir kesici;
- anahtar teslimi yakalamaya sahip bir değirmenin ekseni;
- kafa freze makinesini bölme;
- Ölçü aleti (sürmeli kumpas, mikrometre) vb.
Kırık bir dişe göre bitişik iki diş arasındaki boşluğu doldurmak için, ihtiyacımız olan:
- silikon (silikon) bronz çubuk;
- akı (ana kısım: küçük bir magnezyum karışımına sahip boraks);
- fiberglas kaynak battaniyesi;
- paçavralar, bez peçeteler vs.
Kırık bir dişi restore etme işlemi
Üç aşamadan oluşur:
- Eksik olana göre iki bitişik tam diş arasındaki boşluğun alan hazırlığı ve doldurulması (sızdırmaz hale getirilmesi).
- Bir dişli kesme makinesi için bir tutucu ve işlem sırasında dişli bloğu ve dişliyi makineye sabitlemek için bir eksen yapmak.
- Saklanan malzemenin her iki tarafta özel bir kesici ile örneklenmesiyle diş profilinin oluşturulması.
Lehimleme noktasının hazırlanması

Gri dökme demirin mekanik olarak işlenmesi zor olduğundan, bunu mini matkapla yapmak neredeyse imkansızdır. Kırılmış bir dişi bir değirmeni kullanarak öğütmek daha iyi ve daha hızlıdır.

Sonunda, tabanı pürüzlendirmek için kaideyi bir matkapla pürüzlendirebilirsiniz. Bu, biriktirilen malzemenin dökme demir ile daha dayanıklı bir şekilde bağlanmasını sağlayacaktır.


Lehimleme işlemi

Hem lehimleme yeri hem de dişlinin bitişik kısımları olan bir gaz-asetilen brülörü ile ısınmadan baştan aşağı ve düzgün bir şekilde ısınmaya başlar. Aksi takdirde, dökme demir kısmındaki çatlama olasılığı artar.
Daha sonra, lehimleme yeri ve hafif silikonlu (silikonlu) bir bronz çubuk kırmızıya ılıtılır, bu da ısındıktan sonra, az miktarda magnezyum ilavesi ile esasen borakstan oluşan, akı içeren bir kaba indirgenir.

Daha sonra, bir akıyla kaplı bir silikon bronz çubuk boşluğun üzerine yerleştirilir ve bir gaz-asetilen brülörünün alevi kullanılarak eritilir. Bu işlem silisli bronz lehim, bitişik bütün dişler arasındaki boşluğun bütün hacmini doldurana kadar devam eder.
Bu aşama sonunda, lehimlemenin hızlı soğumadan çatlamaması için, restore edilmiş kısmı bir cam elyaf kaynak battaniyesi ile örtüyoruz ve gerekli süre boyunca yavaşça soğumaya bırakıyoruz.

Dişlinin uçlarını lehimleme ile işleme işlemi

Dişli çarkını torna tezgahının mengenesine kelepçelendiriyoruz ve ölçüm kafasını kullanarak, bloğu mümkün olan en küçük salgı ile ayarlıyoruz, gerekirse çarkı bir taraftan veya diğerinden bir tokmak ile vuruyoruz.

Daha sonra kesicilerin yardımıyla, dişlinin uçlarının dışına taşan lehimleme akışını ortadan kaldırırız. Zımpara ile taşlamanın sonunda işleme alanlarını taşlıyoruz.


Blok ve kesicilerin iş için hazırlanması

Dişli bloğu ve dişliler, somunu ve silindirik dayanağı sıkılaştırmak suretiyle önceden hazırlanmış bir eksen üzerinde torna tezgahına monte edilmiştir.

Freze bıçağı için bir tutucu yapmak için, belirli bir uzunlukta çelik bir çubuk alıyoruz ve takımdaki delikten biraz daha büyük çapta. Torna tezgahının mengenesine kelepçeliyoruz ve bir uçtan önce ortadaki bir matkapla küçük bir delik açıyoruz, sonra istenen boyuta bir spiral matkapla genişletiyoruz.
Sonra, makinenin punta başlığında, musluğu sabitler ve çubuğun ucundaki deliğe yerleştiririz. Baş mesnetini geri alın ve dişi elle kesin, musluğu topuzu ile çevirin. Elde edilen ipliğin içinde, düz bir silindir kafası olan ev yapımı bir cıvatayı ve özel bir anahtarla kavrama için çubuğun merkezine göre simetrik olarak yerleştirilmiş iki dikdörtgen kesik vidalarız.


Ardından çubuğu diğer tarafta sonlandırır ve freze makinesinin milinin çapı altında istenen uzunlukta matkaplar. Tornalama, büyüklüğü zayıflatmamak için çapın periyodik olarak kontrol edilmesiyle gerçekleştirilir. Sonunda, dönme alanını zımpara bantı ile taşlıyoruz ve bir bezle siliyoruz.
Diş profili oluşumu

Kesicinin tutacağını freze makinesinin miline sabitleriz ve çubuğu değirmendeki delik boyutuna kadar öğütürüz, çapı bir mikrometre ile periyodik olarak ölçeriz. Sonunda oluğu zımpara kağıdı ile zımparalayın ve bir bez ile silin.
Kesiciyi tutucunun üzerine koyuyoruz ve bir elinizle ve sonunda bir tornavida ile özel bir anahtarla bir sabitleme cıvatası ile ucuna tutturuyoruz. Bölme kafasını ve puntayı freze tezgahı masaüstüne takın. Aralarında kusursuz bir çelik çubuk tuttururken, düşey ve yatay düzlemlerde maksimum hizalamayı sağlamak için bu düğümleri ortaya çıkarıyoruz. Bunu yapmak için, ölçüm kafalarını kullanın ve punta başının ayırma kafasına göre konumunu ayarlayın. Maruz kaldıktan sonra, bu düğümler freze makinesinin masasına sağlam bir şekilde bağlanır.
En önemli işlem, kesicinin restore edilen vitese göre tam olarak hizalanmasıdır. Bunun için kumpas, mikrometre, metal cetvel kullanıyoruz.


Başın özelliğini diş sayısına bölün ve 1 diş başına sapın devir sayısını elde edin. Genellikle kesirli bir sayı elde edilir. O zaman bu değer bölücünün çemberinde.
Şimdi freze makinesinin milini açabilir ve geri yüklenen dişin oyuklarından birini oluşturmaya başlayabilirsiniz. Bu, yüzey kaplamasına zarar vermemek için en iyi 2-3 geçişte yapılır. Bir diş oluştururken, kesilen malzemenin parçacıklarını kesiciden çıkarmak ve aleti yağlamak gerekir. Daha sonra kesiciyi geri çekeriz ve dişliyi bir bölme kafası ile tam bir adım döndürür ve önceki işlemi tekrarlar.


Bir yorum
Neden bir dökme demir dişli üzerinde bir diş oluşturmak için silikon bronz almalı? Bir dökme demir elektrot ile dişler arasında bir boşluk oluşturmak ve daha sonra bir dişli kesici ile işlemek daha güvenilir değil mi?
Bunu yaparsanız, yüksek sıcaklık nedeniyle, dökme demir “ağartılır” ve pratik olarak işlenemeyen alanlar yaratılır. Silikon bronz, gri dökme demirin mukavemetinde ve gerilme mukavemetinde daha da yüksektir. Üstelik, gördüğümüz gibi, işlenmesi hiç de zor değil.
Share
Pin
Tweet
Send
Share
Send