Share
Pin
Tweet
Send
Share
Send
Göstereceğim normal bir öğütücünün belasıyla bile sac malzemeyi kesmek için tam teşekküllü bir makine elde edebilirsiniz. Metal, ahşap, plastik ve hatta seramik fayansları kesebileceğiniz doğrusal bir kılavuz yaptım. Üretimi nispeten ucuz, az yer kaplıyor ve çok yönlü.
Harcanan malzemeler
Büyüklüğüme göre bir değirmeni için bir raf yapmak için ihtiyacınız olacak:
- profil boru 40x20mm - 0,32 m;
- profil boru 20x20 mm - 1.38 m;
- 15x15 mm profil boru - 0.34 m;
- şerit 40 mm - 0.14 m;
- şerit 20 mm - 0.16 m;
- 100. seri rulmanlar - 16 adet;
- Altıgen 75 mm - 8 adet için M10 cıvatalar;
- M10 fındık - 12 adet;
- 10 mm rondelalar - 32 adet;
- M12 uzun somun - 3 adet;
- uzun somun M10;
- 200 mm tam diş ile M12 cıvatası;
- cıvatalar M10 40 mm - 2 adet;
- 70mm altıgen cıvata;
- profil 20x20 - 6 adet fişler;
- 40x20 - 1 adet profil için fişler;
- Bir kılavuz için 50x50 profil boru - 2 m veya daha fazla.
Demiryolu ve taşıma imalatı

İlk önce doğrusal bir kılavuz için bir makaralı taşıyıcı yapmanız gerekir. Temel olarak 20x20 mm kesitli profil boru kullanılacaktır. 300 mm uzunluğunda 4 adet gereklidir.

Artık parçaların gelecekteki bağlantıları için delikler açmanız gerekiyor. Merkezleri, profil borularının her kenarından 25 mm uzağa yerleştirilmiştir. 11 mm çapında bir matkap gereklidir.

Aydınlatılmış profili diğer tarafa çevirmek ve zaten 50 mm geri adım atmak, her iki tarafta da benzer delikler açılmaktadır. 11 mm'lik bir matkap kullanılır.
Daha sonra taşıyıcının montajında kullanılan cıvataları gizlemek için, iş parçalarındaki deliklerin tamamlanması gerekir. Bunun için, her profilin bir duvarı, 17 mm çapında bir matkapla delinmelidir. Böylece tüm 16 delik sonlandırılıyor, bunlara bitişik kalan 16 sağlam kalıyor.

Şimdi taşlama makinesinin kendisini sabitlemek için bir omuz yapmalısınız. Bunun için 300 mm uzunluğunda 40x20 profil boru kullanılmıştır.

Kesim sırasında geçiş derinliğini daha da ayarlayabilmek için ek bir ayarlama elemanı gerekir. 20x20 mm profil borudan imal edilmiştir. 160 mm'lik bir uzunluk hazırlanır. Uçları 45 derecelik bir açıyla kesilir. Gözle kesebilirsiniz, çünkü doğruluk çok kritik değildir.
15x15 mm kesitli bir profil borusundan, küçük ara parçaların 40 mm uzunluğunda kesilmesi gerekir. Toplam 8 adet gereklidir.

Bu boşlukları bitirdikten sonra, onları bir araya getirme zamanı geldi. Bir bağlantı halkası olarak 200 mm uzunluğunda sert dişli bir M12 cıvatası kullanılacaktır. 3 adet uzun somun M12 üzerine vidalanmıştır.
Masaya kelepçeli somunlarla sabitlenmiş cıvatalar olması durumunda, bir çift 20x20 ve bir 40x20 profilinden boşluklar takmanız gerekir. Borular somunlara kaynak yapılmalıdır.

40 mm genişliğinde çelik bir şeritten, 50 mm uzunluğunda 2 iş parçası kesilmelidir. Kenarlara daha yakın ortalanmış, delikten 11 mm'lik bir delik açın.

Plakaların, tutamağı bağlamak için kullanılan standart deliklerde taşlama redüktörüne vidalanması gerekir. Bazı aletlerde, bu delikler dikkate alınması gereken M8 cıvatalar için yapılabilir. Güvenilirlik için, 40 mm M10 bağlama cıvataları somunlarla donatılmalıdır. Cıvatalar dişli kutusuna plaka içinden vidalanır ve somunlarla sıkılır.

40x20 mm'lik bir profilden bir iş parçasına plakalı bir öğütücü eklemek ve kaynak yapmak gereklidir. Bundan sonra, eğer tespit zaten güvenli bir şekilde kaynatılmışsa, zarar vermeyecek şekilde alet çıkarılabilir.

Plaka montajından hafifçe ayrılan gözle, önceden 20 mm 20 profilden yapılmış bir iş parçası 160 mm uzunluğunda kaynaklanır. Bir saplama, serbest ucunda, açılı taşlamalar için tutturucu ile aynı şeritten pişirilir. Plakanın çıkıntılı kulağına bir delik açılır ve üzerine bir M10 somunu kaynaklanır. Yapının güçlendirilmesi için, profilin yanına ek olarak, aynı zamanda, 45 dereceye kadar kesilmiş, 160 mm uzunluğunda bir çelik şeridin kaynaklanması gerekmektedir.



Şimdi kaynak işi tamamlandı ve montaj yapmaya başlayabilirsiniz. Ayrıntıları boyamanın zamanı geldi.


Taşıyıcıyı birleştirmenin zamanı geldi. Bu 75 mm uzunluğunda bir altıgen için M10 vida gerektirir. Profil borularının parçalarını aralarında 20x20 mm sıkmak gerekir. Aynı zamanda, aralarında bir turta aranır: yıkayıcı, yatak, yıkayıcı, ara parça, yıkayıcı, yatak, yıkayıcı. Bunu 7 kez daha tekrarlamak gerekirse, sonuç tamamlanmış bir vagondur.


Şimdi öğütücünün kendisi için bir omuz toplamalısın. Cıvata ile vidalanmış ve somun ile sıkıştırılmıştır. Bu üniteyi monte ederken, dişlinin iyice sıkılması gerekir, böylece alet çalışma sırasında serbest kalmaz.

Taşıyıcı, gerçekte yapıldığı 50x50 mm kılavuz profil borusunda başlar. Uzun bir cıvata ile vidalanmaya devam eder, böylece omuzu değirmeni ile birleştirir. Cıvata tam olarak sıkılmamalıdır, böylece standart tutamağı aletten sabitlemek için uzun omuz somununda yer vardır.

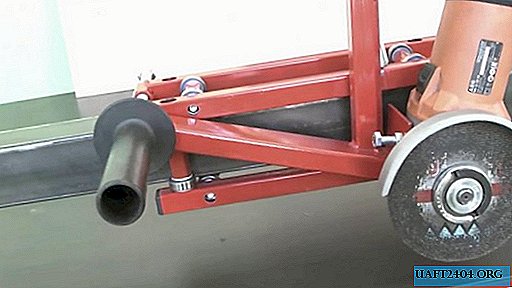
Şimdi kesme derinliğini ayarlamak için bir mekanizma koymak gerekir. Bunu yapmak için, 70 mm uzunluğunda bir M10 cıvatayı, öğütücünün omzundaki dikey profilin gözüne altıgen bir altıgen altına vidalayın. Uygun uzunlukta bir donanıma sahip olmadığımdan, uzun bir somun ve bir somun kullanarak uygulamıştım.
Tasarıma bitmiş bir görünüm kazandırmak için, profil boruların uçlarına plastik tapa koymak zarar vermez.




Makaralı arabaya sahip doğrusal kılavuz kullanıma hazırdır. Yüksekliği tahta blokların astarı ile düzenlenir. Alet masanın kenarı boyunca konumlandırılmıştır. Kesim için boşluklar bir çift tezgah keneti ile bastırılır. Kolaylık sağlamak için, her seferinde bir gash derinliği ekleyerek çeşitli geçişlerde kesim yapabilirsiniz.










Share
Pin
Tweet
Send
Share
Send









