Share
Pin
Tweet
Send
Share
Send

Bu makalede, bir yazıtın nasıl kazınacağını veya metal bir plaka üzerine çizim yapıldığını ele alacağız. Bunun için ihtiyacınız:
- Plastik veya cam kaplar.
- Tuz.
- Metal levha
- Güç kaynağı 5 - 12 volt.
- Kabloları bağlama
Metal üzerinde elektrokimyasal gravür
Adım 1. Metal bir plakadan üzerinde yazıtın kazınacağı dikdörtgen bir parça kesiyoruz. Herhangi bir hırdavatçıdan 1-2 mm kalınlığında bir metal plaka alabilirsin, en ucuz çelik gözü aldım.
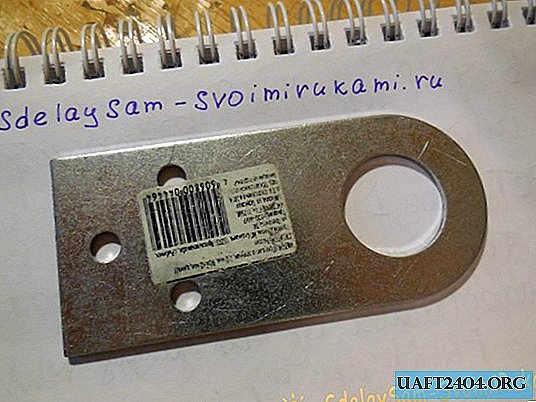
Parçadan kesip:
Adım 2. İş parçasının yüzeyini önce büyük zımpara kağıdı ile iyice zımparalayın, sonra iyice zımparalayın. Yüzey çok küçük çiziklerle kaplanmış, parlak olmalıdır. Ayrıca, plakanın kenarları ve kenarları boyunca zımpara kağıdı ile gitmeniz gerekir. Zımparalandıktan sonra, metal alkol, çözücü ile yağdan arındırılmalı veya sıcak su ve sabunla iyice durulanmalıdır. Bundan sonra, yüzeylere yağlı elle dokunmak imkansızdır.

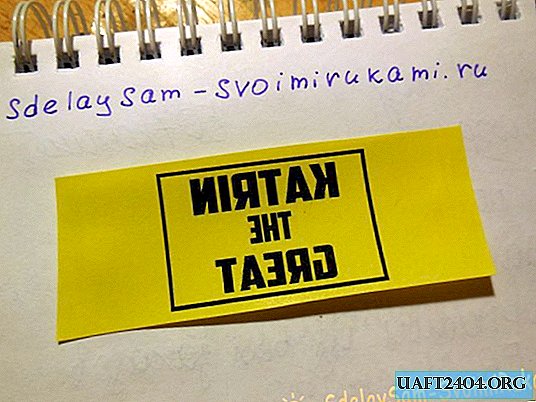
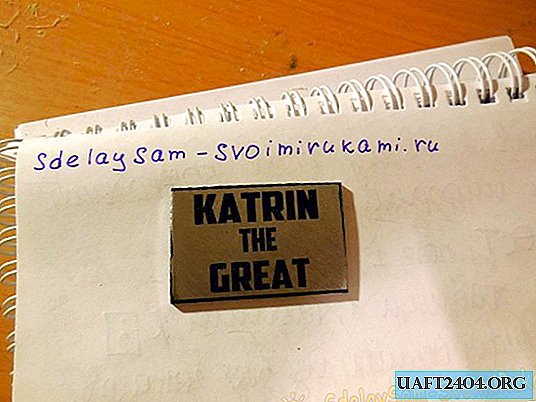
Adım 3. Bir lazer yazıcı kullanarak, metal üzerinde ölümsüzleştirilecek ve internette tekrar tekrar tarif edilen lazerle ütüleme teknolojisi kullanılarak metale aktarılacak bir desen yazdırın. Ayna görüntüsünde yazdırmanız gerekir. Elinizde bir lazer yazıcınız yoksa, oje veya silinmez işaretleyici ile bir resim çizebilirsiniz. Gölgeli alana dokunulmayacak ve çıplak metal elektrolize girecektir, yani; Sadece al.
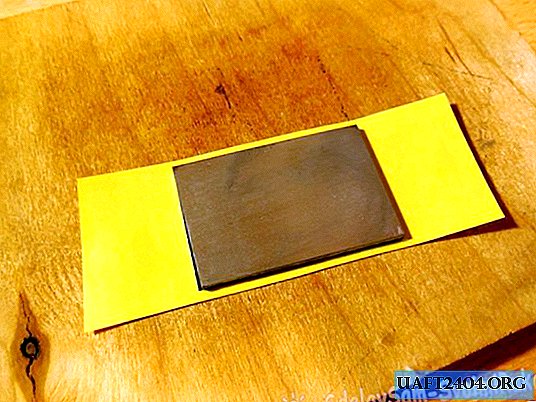
Adım 4. Şimdi iş parçası tamamen dekapaj için hazır olduğundan, metalik olmayan bir kap almanız, içine su dökmeniz ve tuz dökmeniz gerekir. Aşındırma oranı kuvvetle tuz konsantrasyonuna bağlıdır, tuz ne kadar fazlaysa işlem o kadar hızlı olur. Aşındırma hızı çok yüksekse, yazıcıdan koruyucu cila veya toner tabakası zarar görebilir ve çizim yüksek kalitede olmayacaktır. En uygun oran, bir bardak su için bir çorba kaşığı tuzdur.
Tankta anotu düzeltmeniz gerekir, yani. metal kütük ve katot basit bir metal parçasıdır. Alanı ne kadar büyük olursa, aşındırma oranı da o kadar yüksek olur. Aşındırma sistemi aşağıdaki resimde açıkça gösterilmiştir:
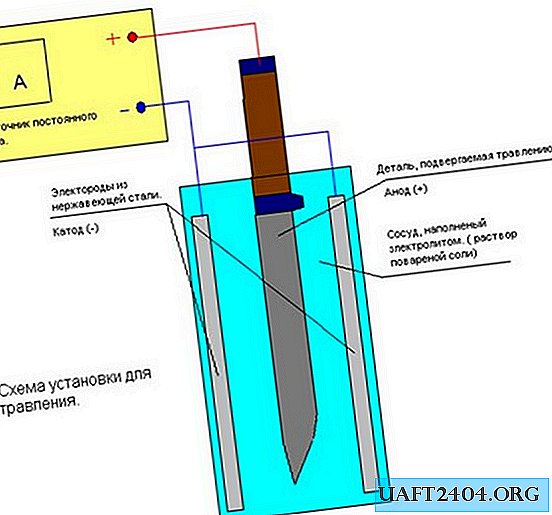
Artı güç kaynağından (anot) iş parçasına ve eksi (katot) çözeltiye bağlanır. Bu durumda, iş parçasının her tarafında birkaç negatif temas kurulması arzu edilir, daha sonra aşındırma her tarafta eşit bir şekilde gerçekleşir.

Güç kaynağı hakkında birkaç söz. Bilgisayarın güç kaynağını ya da 12 volt hattını kullanıyorum. Gerilim ne kadar yüksek olursa, aşındırma oranı da o kadar yüksek olur. Bir cep telefonu için normal şarj cihazını kullanabilirsiniz, 5 volt çıkışında bu voltaj oldukça yeterli olacaktır. Gerilimi 12 volttan daha fazla artırmamalısınız, aksi halde işlem çok aktif bir şekilde devam eder, koruyucu vernik tabakası kaybolur ve çözelti aşırı ısınır.
Tüm telleri doğru şekilde bağladıktan sonra, güç kaynağını açın. Kabarcıklar hemen negatif temastan (katot) başlar, bu işlemin devam ettiği anlamına gelir. Baloncuklar iş parçasından gitmeye başlarsa, gücün kutupsallığını değiştirmeniz gerekir.

Birkaç dakika dağlama işleminden sonra, çözeltinin yüzeyinde pis sarı-yeşil renkli bir köpük oluşur.

30-40 dakika sonra, önce gücü keserek iş parçası çözeltiden çıkarılabilir. Siyah kaplama ile kaplanacak, bu normaldir.

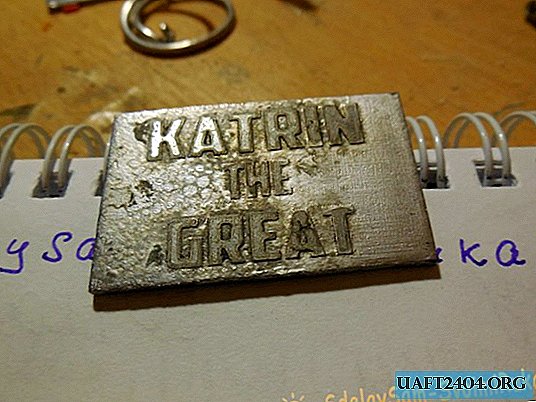
Adım 5. Artık metalin plaketten temizlenmesi, tonerin silinmesi veya cilalanması ve istenirse, yüzey tekrar zımparalandığında kalır. Siyah kaplama normal su akışı altında kolayca çıkarılır, vernik veya toner aseton veya oje sökücü ile yıkanır. Artık metal üzerindeki harflerin kabartma haline geldiği açıkça görülmektedir, metal yüzeyinin aşındırma işleminden sonra opak olduğu görülmüştür.
Share
Pin
Tweet
Send
Share
Send









